Στον παρακάτω πίνακα είναι συγκεντρωμένα μερικά από τα πλέον συνηθισμένα προβλήματα που αντιμετωπίζει ο συγκολλητής και οι πιθανές αιτίες που τα προκαλούν.

Βέβαια, θα πρέπει εδώ να τονίσουμε ότι η χρήση της συσκευής οξυγονοσυγκόλλησης σχετίζεται µε υψηλές θερμοκρασίες, µε αέριο που αναφλέγεται και σε ειδικές περιπτώσεις μπορεί να εκραγεί µε ανυπολόγιστες ζημιές αλλά και µε ανθρώπινα θύματα.
Γι’ αυτό ο τεχνίτης συγκολλητής θα πρέπει να έχει συγκεντρωμένη την προσοχή του στην εργασία που εκτελεί και να παρακολουθεί τη συμπεριφορά της συσκευής του για ασυνήθιστα φαινόμενα. Τέτοια ασυνήθιστα φαινόμενα μπορεί να είναι:
• Να διακόπτεται η φλόγα χωρίς λόγο.
• Να συμβαίνουν μικροεκρήξεις.
• Να γίνεται αναστροφή της φλόγας (φλογοεπιστροφή), προς τις φιάλες που αποτελεί και την πιο επικίνδυνη κατάσταση.
Tα συμπτώματα της φλογοεπιστροφής είναι:
• Ισχυρό ζέσταµα της λαβής του καυστήρα
• Ασυνήθιστο χαρακτηριστικό σφύριγµα στο ακροφύσιο
Παραμορφώσεις κατά την συγκόλληση:
Λόγω των υψηλών θερμοκρασιών που απαιτούνται για την πραγματοποίηση των συγκολλήσεων, δημιουργούνται συχνά παραμορφώσεις των προς συγκόλληση τεμαχίων.

Για να αποφεύγονται οι ανεπιθύμητες αυτές παραμορφώσεις έχουν αναπτυχθεί και χρησιμοποιούνται μερικές πρακτικές μέθοδοι περιορισμού των παραμορφώσεων.
Η πιο κοινή μέθοδος αποφυγής παραμορφώσεων είναι η μέθοδος του πονταρίσματος. Κάνουμε δηλαδή πονταρισιές (τσιμπήματα) στα προς συγκόλληση τεμάχια σε σημεία που απέχουν μεταξύ τους 30 περίπου φορές το πάχος των τεμαχίων.
Σε ελάσματα π.χ. 2mm τα «τσιμπήματα» θα απέχουν μεταξύ τους 2 x 30 = 60mm. Έτσι, τα προς συγκόλληση τεμάχια, κατά τη ραφή τους θα παραμείνουν στη θέση τους χωρίς παραμορφώσεις.
Όμως η μεγάλη θερμοκρασία δεν είναι ο µόνος παράγοντας που συμβάλλει στη δημιουργία παραμορφώσεων κατά τις συγκολλήσεις µε φλόγα οξυγονοασετιλίνης. Το μέγεθος της παραμόρφωσης εξαρτάται και από πολλούς άλλους παράγοντες, των οποίων η λεπτομερής ανάπτυξή ξεφεύγει από το σκοπό αυτού του άρθρου.
Άλλες μέθοδοι αποφυγής παραμορφώσεων, που σπάνια χρησιμοποιούνται είναι:
• Η μέθοδος ψύξης της ραφής µε ψυχρές μεταλλικές πλάκες.
• Η μέθοδος τοποθέτησης σφήνας μεγέθους ίσου µε τη ρίζα της συγκόλλησης, ανάμεσα στα συγκολλώμενα τεμάχια. Η σφήνα έχει διαστάσεις ίσες µε την απόσταση μεταξύ των προς συγκόλληση μετάλλων και μετακινείται συνεχώς μπροστά από την περιοχή συγκόλλησης μέχρι την ολοκλήρωσή της.
Η διεύθυνση κίνησης του καυστήρα
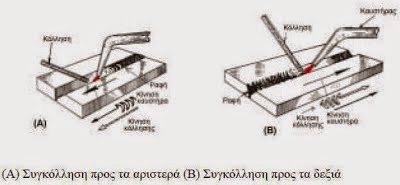
Οι οξυγονοκολλήσεις διακρίνονται σε δύο κατηγορίες, ανάλογα µε τη διεύθυνση κίνησης του καυστήρα κατά τη διάρκεια της συγκόλλησης. Έτσι έχουμε:
• Οξυγονοκολλήσεις προς τα αριστερά
• Οξυγονοκολλήσεις προς τα δεξιά
Η προς τα αριστερά συγκόλληση χρησιμοποιείται σε ελάσματα µε πάχος μέχρι 4mm. Στις προς τα αριστερά συγκολλήσεις η συγκολλητική ράβδος (κόλληση) προηγείται του καυστήρα. Ο καυστήρας κινείται µε ελαφρές κινήσεις ζιγκ-ζαγκ, ενώ η ράβδος της κόλλησης κινείται ευθύγραμμα βυθιζόμενη στο τήγμα (λιωμένο μέταλλο), για να λιώσει κι αυτή και να σχηματιστεί η ραφή.
Αντίθετα, οι προς τα δεξιά συγκολλήσεις χρησιμοποιούνται σε ραφές ελασμάτων πάχους άνω των 4mm. Ο καυστήρας προηγείται της κόλλησης κινούμενος ευθύγραμμα, ενώ η κόλληση βυθίζεται στο τήγμα µε μικρές κινήσεις ζιγκ-ζαγκ.

Ελαττώματα οξυγονοκολλήσεων
Τα συνηθέστερα ελαττώματα (σφάλματα) που παρατηρούνται στις οξυγονοσυγκολλήσεις φαίνονται στον παρακάτω πίνακα.

Όσο εμπειρότερος και καλύτερα εκπαιδευμένος είναι ο τεχνίτης οξυγονοκολλητής, τόσο λιγότερα είναι τα ελαττώματα στις εργασίες συγκόλλησης.
Τα κύρια στοιχεία που επηρεάζουν την ποιότητα συγκόλλησης είναι:
- Η επιλογή της μεθόδου συγκόλλησης
- Η ρύθμιση της πίεσης των αερίων και η σωστή ρύθμιση της φλόγας
- Η σωστή επιλογή του μεγέθους του ακροφυσίου
- Το είδος και η διάσταση της κόλλησης
- Η δεξιοτεχνία του οξυγονοκολλητή
|